

نکاتی در مورد دستگاه جوشکاری CO2
دستگاه جوشکاری CO2، دستگاهی است که با ایجاد قوس الکتریکی و با داشتن کپسول گاز دی اکسید
کربن، برای این نوع جوشکاری مورد استفاده قرار میگیرد.
تغذیه سیم جوش به صورت متداول و با سرعت قابل تنظیم نیز توسط دستگاه انجام میشود.
این دستگاه میتواند میزان آمپرهای متفاوتی داشته و تک فاز یا سه فاز باشد.
برخی از انواع دستگاه جوشکاری CO2 به صورت آبخنک و بعضی هوا خنک میباشند.
میزان قدرت ذوب سیم جوش هر دستگاه نسبت به قطر سیم جوش و مقدار ولتاز دستگاه میباشد.
دستگاه جوشکاری هواخنک: سیم جوش قطر 0.6 و 0.8 و 1.0
دستگاه جوشکاری آبخنک : سیم جوش قطر 1.2 و 1.6
اجزا دستگاه جوشکاری Co2
برای انجام جوش Co2 هم نیاز به دستگاه جوش است.
امروزه از اینورترهای مخصوص انجام این کار استفاده میکنند.
این دستگاهها دارای اجزای مختلفی است که هر کدام از آنها در جوشکاری کار خاصی را انجام میدهد.
به طور کلی اجزای اصلی دستگاههای جوش Co2 به صورت زیر است:
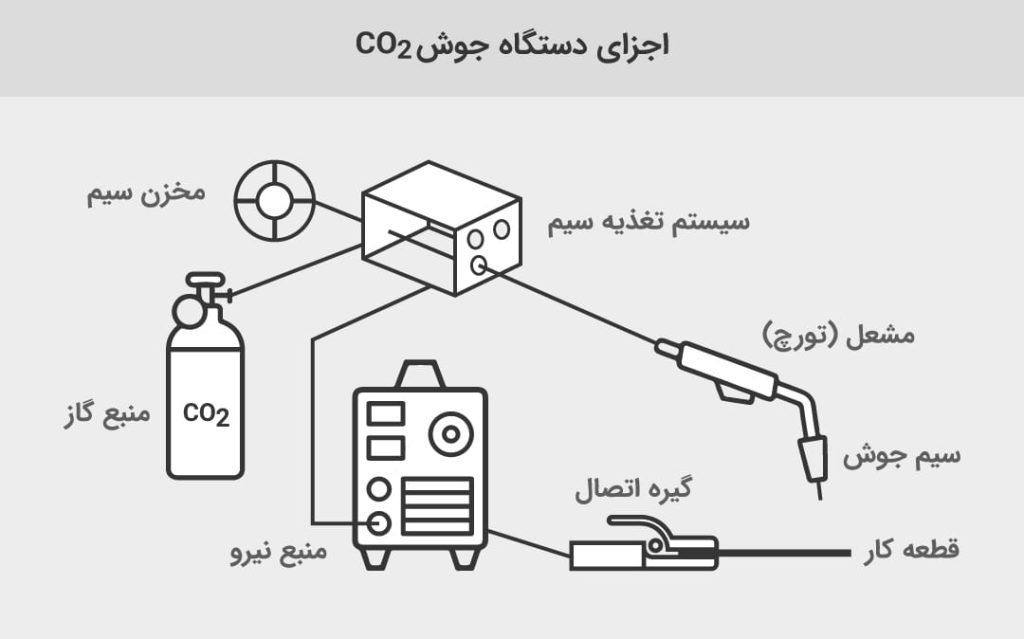
1-منبع نیرو: با استفاده از منبع نیرو، ولتاژ مناسبی برای عملیات جوشکاری ایجاد میشود.
2-سیستم تغذیه سیم: این سیستم، منبع تغذیه سیم جوش با سرعت ثابت است.
3-تورچ جوشکاری وظیفه تورچ جوشکاری انتقال سیم، گاز و جریان از منبع تغذیه به محل جوشکاری است.
4-مخزن سیم: سیم جوش دور این مخزن پیچیده شده است.
5-سیم جوش: این قطعه در حقیقت همان کار الکترود را انجام میدهد و برای پر کردن فضاهای خالی
استفاده میشود. سیم جوش قطعهای است که در مدلهای بدون آلیاژ، کم آلیاژ و آلیاژ بر پایه نیکل ساخته میشود که بسته به نوع قطعه کار، جنس آن نیز متفاوت است.
6-منبع گاز: برای ایجاد لایههای محافظ Co2 نیاز به کپسول گاز است تا منبع موجود برای جوشکاری تامین شود.
7-گیره اتصال: این گیره بین تورچ جوشکاری و قطعه مورد نظر اتصال برقرار میکند تا عملیات جوشکاری به راحتی انجام شود.
8-مزایای استفاده از جوشکاری Co2
استفاده از Co2 برای جوشكاري مزایای زیادی دارد. در ادامه به برخی از مهمترین آنها میپردازیم.
- جوش Co2، قیمت پایینتری نسبت به جوشکاری با گازهای بی اثر مانند آرگون دارد و مقرون به صرفهتر است.
- جوش Co2 جرقه زنی بسیار کمی نسبت به بقیه روشهای جوشکاری دارد.
- این روش، قابلیت تغذیه سیم جوش را به طور مستمر دارد.
- به دلیل وجود تغذیه کننده سیم به جای تعویض الکترود، مدت زمان جوشکاری کاهش پیدا میکند.
- کربن دی اکسید تنش سطحی بین صفحات را در هنگام جوشکاری کم میکند و در نتیجه جوش ایجاد شده کیفیت بالاتر و نفوذ بیشتر و بهتری خواهد داشت.
- این نوع جوش به آسانی در تمام وضعیتهای جوشکاری میتواند استفاده شود.
- حوضچه مذاب و قوس الکتریکی به وضوح قابل مشاهده است.
- این روش سرباره بسیار کمتری نسبت به دیگر روشها دارد.
- این روش از سیم جوشی با قطر نسبتاً کم استفاده میکند که سبب افزایش چگالی جریان میشود.
معایب استفاده از جوشکاری Co2
معمولاً جوشها دارای معایبی هستند و تقریباً جوش ایدهآل و خالی از نقص غیرممکن است.
این مساله به خصوص در جوشکاریهای دستی بیشتر است. مثل هر نوع جوش دیگری، جوشکاری co2 هم دارای معایبی است.
البته شدت عیوب به مهارت جوشکار، کیفیت دستگاه و تجهیزات آن و میزان رعایت نکات ایمنی هم بستگی دارد.
از جمله معایب و عوارض جوشكاري co2 این موارد هستند:
- قیمت تجهیزات و ادوات دستگاه جوش Co2نسبت به دیگر دستگاههای جوش گرانتر است.
- نحوه کار با این دستگاه پیچیده است و نیاز به مهارت و آموزش دارد.
- این دستگاه در فرآیند جوش تولید گاز مونو اکسیدکربن میکند که تنفس آن خطرناک است.
- اشعه حاصل از قوس در این نوع جوشکاری به چشمها و پوست آسيب میرساند.
- به دلیل استفاده از دی اکسید کربن در این جوشکاری، باید از آن در برابر باد محافظت شود. پس در فضای باز از آن نمیتوان استفاده کرد.
- این نوع جوشکاری به کیفیت و خلوص گاز Co2 و تمیزی سیم جوش بسیار حساس است.
نحوه کار جهت جوشکاری Co2
برای کار کردن با دستگاه جوش اینورتر Co2 باید موارد زیر را در نظر گرفت:
- به دلیل آسیبهای احتمالی در زمان کار با دستگاه جوش Co2، پیش از انجام جوشکاری از یک ماسک با فیلتر مناسب، دستکش، لباس، کلاه و کفش ایمنی استفاده کنید.
- شیر گاز کپسول را باز کنید.
- دستگاه را روشن کنید.
- خروجی گاز را با رگولاتور تنظیم کنید.
- بسته به نوع و ضخامت قطعه کار، ولتاژ را تنظیم کنید.
- سرعت سیستم تغذیه سیم را بر اساس دو فاکتور صدای جوش و نوع ضربه زدن به قطعه کار تنظیم کنید.
- شروع به جوشکاری کنید.
نکات ایمنی جوشکاری Co2
عموما استفاده از Co2 در جوشکاری خطر بسیار کمی دارد.
برای مثال، جرقه زنی کم در این روش به حفظ ایمنی محیط کار بسیار کمک میکند. با این همه، این روش باعث تولید مونو اکسید کربن در محیط اطراف میشود که در کارگاههای بسته، تنفس زیاد آن ممکن است باعث خفگی و آسیب جدی به دستگاه تنفسی شود. به همین دلیل در هنگام جوشکاری در فضای بسته حتما باید از ماسک تنفسی استفاده شود و محیط کاری باید دارای تهویه مناسبی باشد.
همچنین از این روش به طور گسترده برای اتصال قطعات فولادی استفاده میشود که باعث
افزایش شدید دما در منطقه جوش میشود. این مساله میتواند باعث سوختگی شدید دستان شود. به همین دلیل و برای جلوگیری از آسیبهای حرارتی احتمالی لازم است از دستکش محافظ استفاده شود.
علاوه بر موارد بالا، چند نکته بسیار مهم در جوشکاری دی اکسید کربن وجود دارد که رعایت کردن آنها علاوه بر سالم نگه داشتن دستگاه، بر کیفیت جوشکاری شما هم تاثیر میگذارد:
- قبل از شروع جوشكاري حتما سطح قطعات را با ابزار مناسب صاف کنید و بعد جوشکاری را شروع کنید.
- كپسول گاز باید همیشه به صورت عمودی و در یک محل ثابت قرار داشته باشد.
- هنگام کار با دستگاه جوش به جریان برق توجه داشته باشید.
- هنگام جوشکاری دقت کنید که دستهایتان چرب نباشد و هیچوقت شیرهای کپسول را روغنکاری نکنید.
- شیر کپسول را به صورت تمام باز نکنید، بلکه نیم دور آن را بچرخانید تا در صورت نیاز بتوانید سریعا جریان گاز را قطع کنید.
- برای تنظیم فشار گاز که توسط رگولاتور انجام میشود، به قطر سیم جوش توجه کنید.
- معمولا برای سیمهای فولادی ضریب ۱۰ را در نظر میگیرند. مثلا اگر قطر سیم جوش ۰.۸ باشد، خروجی گاز را روی عدد ۸ قرار میدهند.
- اگر سرعت سیم زیاد باشد، میتواند سطح کار را سوراخ کند و اگر سرعت سیم کم باشد، اصطلاحا سیم پس میکشد، پس در تنظیم سرعت سیم دقت کنید.
- داخل دستگاه جوشكاري بايد در فاصلههای زمانی منظم تميـز شـود که این فاصله هم به مدت زمان استفاده از دستگاه و میزان تمیزی محیط کار بستگی دارد.
- برای تمیز کردن یا تعمیر بدنه، قبل از باز كردن دستگاه، آن را از برق اصلی جدا كنيد.
- نویسنده : سیتاک مارکت
- تاریخ : اسفند اسفند 1402
- دسته بندی : مقالات جوش و برش,
- برچسب ها : در مورد دستگاه جوشکاری, دستگاه جوش, دستگاه جوش آب خنک, دسنگاه جوش هواخنک, فروش دستگاه جوشکاری, نکاتی در مورد دستگاه جوش